صفر تا صد پرینت با فیلامنت ABS
صفر تا صد پرینت با فیلامنت ABS
بهترین تنظیمات و راهکارهای جلوگیری از تاب برداشتن (Warping)
11
0
ABS یک متریال پرکاربرد با خواص مکانیکی عالی برای قطعات صنعتی است، اما بدقلقترین آنها برای پرینت FDM! اگر با تاب برداشتن، ترکخوردگی یا جدا شدن لایهها مشکل دارید، این راهنما برای شماست. در اینجا، بهترین تنظیمات حرارتی و ترفندهای استفاده از محفظه بسته (Enclosure) را برای دستیابی به پرینتهای موفق با ABS آموزش میدهیم.
این مقاله راهنمای کاملی برای غلبه بر چالشهای پرینت با فیلامنت ABS است. تمرکز اصلی بر کنترل دما و جریان هوا است، چرا که عامل اصلی تاب برداشتن، سرد شدن سریع متریال است. ما تنظیمات ایدهآل دمای هاتاند و هیتبد را معرفی میکنیم، اهمیت حیاتی استفاده از محفظه گرم (Enclosure) را شرح میدهیم و راهحلهای عملی برای بهبود چسبندگی لایه اول و استفاده از مواد چسبنده را ارائه خواهیم داد تا استحکام و پایداری پرینتهای ABS شما تضمین شود.
صفر تا صد پرینت با فیلامنت ABS: پایان تاب برداشتن (Warping)
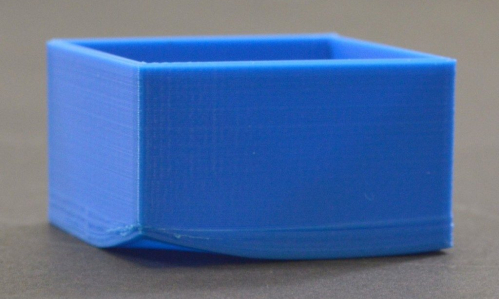
فیلامنت ABS به دلیل مقاومت بالا در برابر ضربه و حرارت (تحمل دما تا ۸۰ درجه سانتیگراد)، یک انتخاب عالی برای قطعات صنعتی و کاربردی است. با این حال، استفاده از آن بدون رعایت تنظیمات خاص، اغلب منجر به پدیدهای به نام Warping (تاب برداشتن) میشود که قطعه از بستر جدا شده و گوشههای آن جمع میشوند.
عامل اصلی مشکل: شوک حرارتی
ABS هنگام سرد شدن، جمع میشود. اگر قطعه با سرعتهای مختلف (بخشی در تماس با بستر داغ و بخشی در معرض هوای اتاق) سرد شود، تنش داخلی شدیدی ایجاد شده و قطعه از بستر جدا شده و تاب برمیدارد. راهحل در کنترل محیط پرینت است.
تنظیمات حیاتی برای پرینت موفق ABS (FDM)
برای غلبه بر Warping، تنظیمات شما باید دو هدف اصلی را دنبال کنند: نگه داشتن قطعه روی بستر و گرم نگه داشتن محیط اطراف قطعه.
| تنظیمات | مقدار پیشنهادی | چرا این تنظیم مهم است؟ |
| دمای نازل (هاتاند) | ۲۳۰ تا ۲۵۰ درجه سانتیگراد | دمای بالاتر، سیالیت ABS را بهبود میبخشد و پیوند لایهها را قویتر میکند. |
| دمای بستر (هیتبد) | ۱۰۰ تا ۱۱۰ درجه سانتیگراد | این دما بالاترین اولویت را دارد. دمای بالا تضمین میکند که پایینترین لایهها سرد نشوند و جمعشدگی از کف رخ ندهد. |
| سرعت فن خنککننده قطعه | ۰ تا ۱۰٪ | خنکسازی سریع باعث ترکخوردگی و لایهلایه شدن میشود. ABS نباید به سرعت سرد شود. فن را خاموش یا بسیار آهسته تنظیم کنید. |
| Enclosure (محفظه بسته) | ضروری | این مهمترین عامل است. یک محفظه پرینت (مانند محفظههای پرینترهای شما) دمای محیط اطراف قطعه را ثابت و بالا (حدود ۳۵ تا ۵۰ درجه) نگه میدارد و شوک حرارتی را از بین میبرد. |
۳ راهکار عملی برای جلوگیری از Warping
حتی با تنظیمات دمایی درست، استفاده از روشهای زیر برای ایمنسازی قطعه روی بستر حیاتی است:
۱. چسبندگی بستر (Bed Adhesion)
برای ABS، استفاده از چسبندگی قوی یک ضرورت است:
-
روش PEI: اگر از بستر PEI استفاده میکنید، آن را با آب و صابون تمیز کنید و کمی چسب مخصوص ABS (مانند محلول ABS در استون) یا چسب موی قوی روی آن بزنید.
-
روش شیشه: روی بستر شیشهای از چسب ماتیکی (Glue Stick) یا محلول ABS Slurry (تکههای ABS حل شده در استون) استفاده کنید. این یک لایه چسبنده همسان با متریال اصلی ایجاد میکند.
۲. استفاده از Brim (حاشیه)
در تنظیمات اسلایسر، حتماً از قابلیت Brim استفاده کنید. Brim یک یا چند لایه چسبیده به دور پایه قطعه است که سطح تماس آن با بستر را افزایش داده و به مقاومت در برابر نیروی جمعشدگی کمک میکند. تعداد خطوط Brim را برای قطعات بزرگ تا ۱۰ الی ۲۰ خط افزایش دهید.
۳. کنترل هوای ورودی
مطمئن شوید که هیچ جریان هوای سردی (مانند باد کولر، پنجره باز یا فن خنککننده پاور پرینتر) مستقیماً به بستر پرینت برخورد نکند. اگر پرینتر شما محفظه بسته ندارد، ساخت یک باکس ساده از جنس فوم یا مقوا میتواند تا حد زیادی مشکل Warping را حل کند.